|
产品描述
设计要求
1、兼容多种尺寸模块规格,换型快捷;2、实现智能化化工站,减轻人员劳动负担;3、电芯段与模组焊接段灵活关联,可独立操作;4. 电芯部分配备电芯分选、等离子清洗、电芯胶合、电芯堆叠等;5、焊接工段具有加载模块扫码绑定、清极(拍照)、激光焊接、焊后EOL检测等功能;6、设备噪音≤75(在距操作位置或设备外壁1000mm处测得);
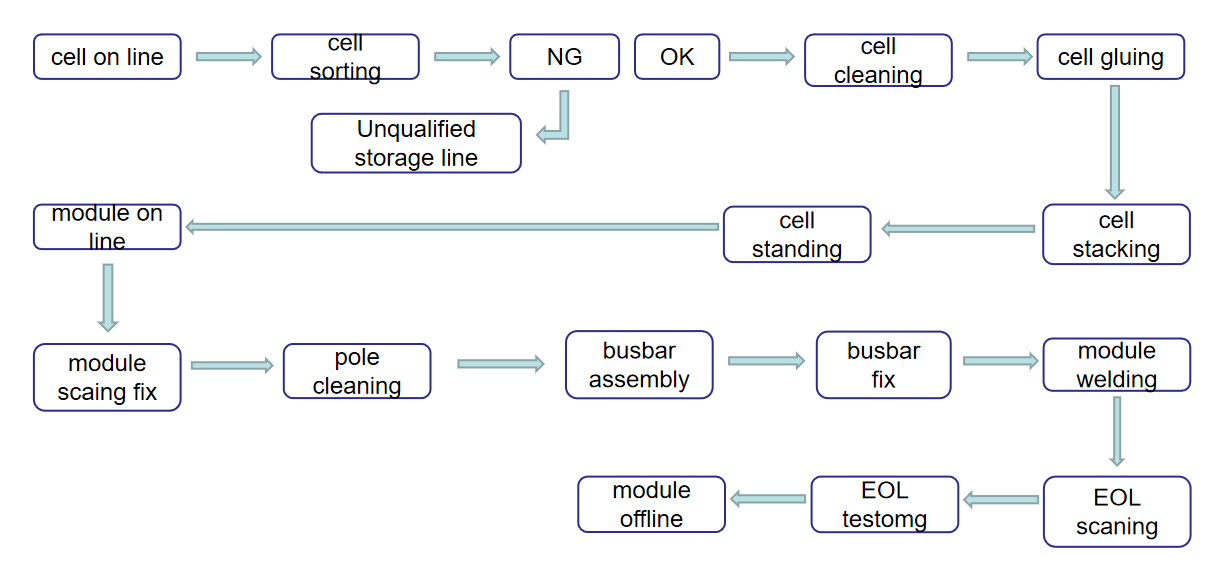
详细的设备流程说明
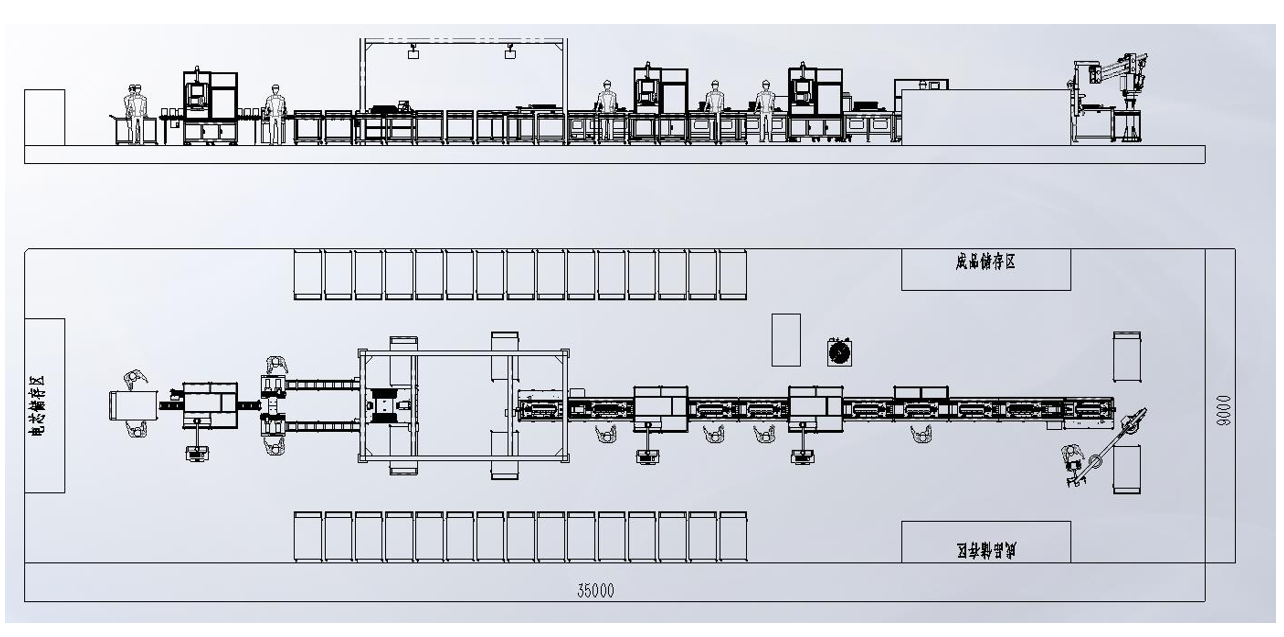
布局介绍
参数介绍:
1. 布局厂房尺寸(长*宽*高):35m*9m*3m(可能会随着方案的细化而变化,图片仅供参考) 2.主要功能:生产线设计分为单元部分和模块部分;细胞段的功能是处理上线后的细胞分选、细胞表面清洗、细胞胶合、细胞堆叠;模组部分 功能包括扫码绑定、清极、模组焊接、模组上线后焊后EOL检测。
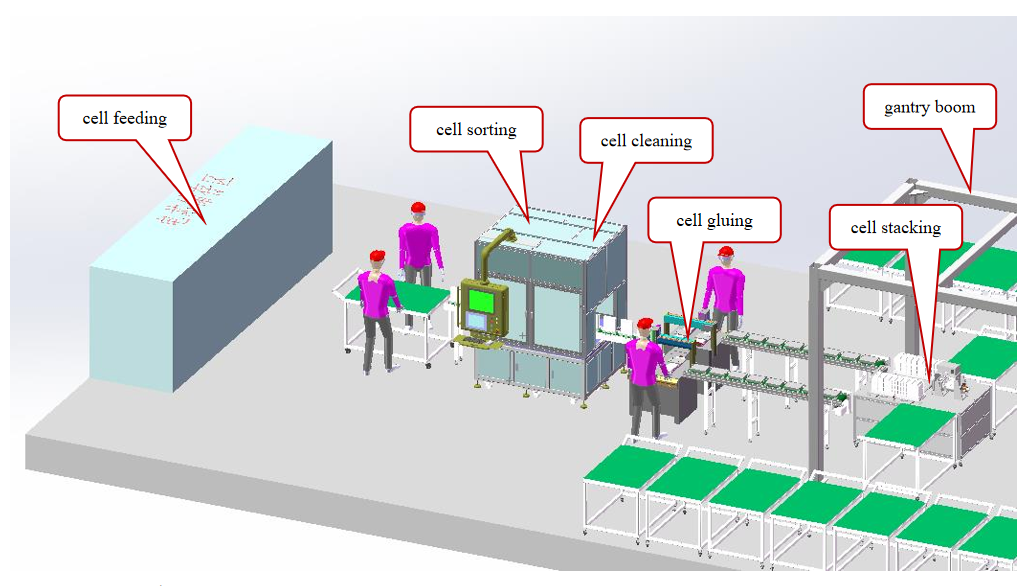
细胞部分介绍
参数介绍:
1、小区截面总尺寸(长*宽*高)为:15m*4.6m*2.5m高;2、电芯部分设备的主要功能:电芯上线后,电芯分选,电芯外表面等离子清洗,电芯上胶,电芯堆叠,以及模块离线并静止不动。
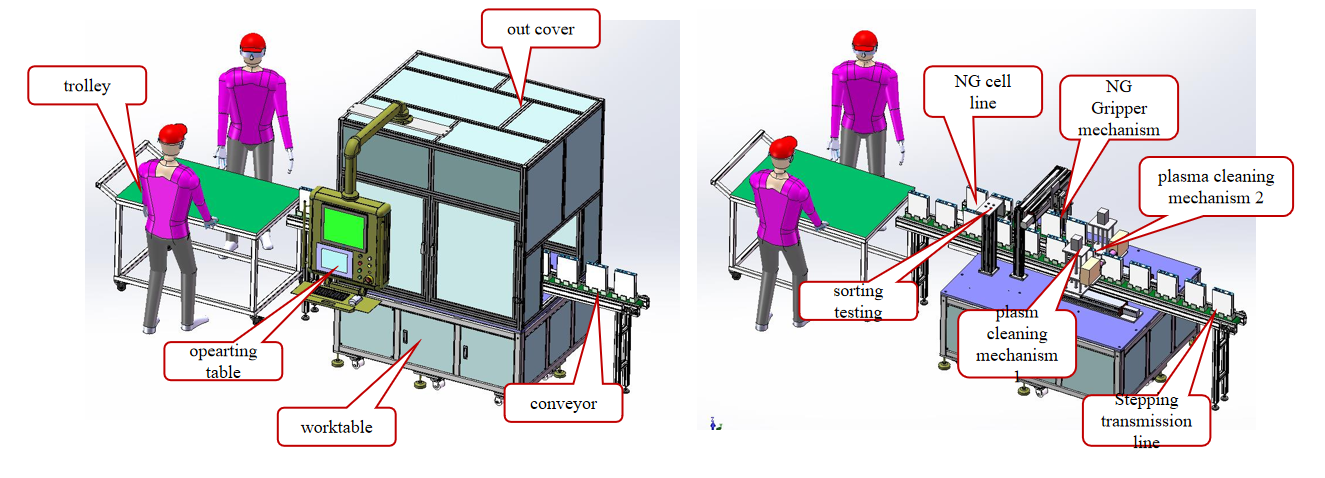
功能模块设计说明-分拣/清洗站
功能说明:
1、设备主要实现细胞分选和细胞清洗功能;2、工作流程:细胞上线后,对细胞进行分选,合格的细胞流入下一个工位。不合格电芯由NG料机构自动挑出至不合格流水线;合格的电池进入清洗站,自动导电。芯面等离子清洗后自动流入下一个工位;从装料到卸料自动运行,设备的运行和状态反馈由控制台控制。
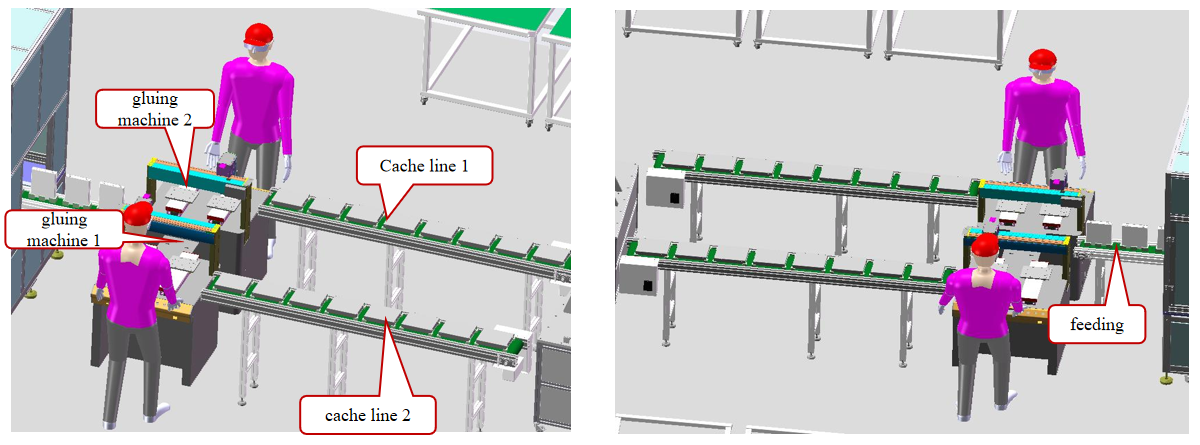
功能模块设计说明-涂胶站
功能说明:
1、本设备主要实现细胞贴合功能;2、工作流程:操作人员在电池取出位置取出电池后,将电池放入点胶机的涂胶位置。三轴涂胶机构驱动涂胶头按照设定的涂胶轨迹进行涂胶。上胶完成后,上胶,手动取出放在缓冲线上;涂胶机分左右双工位运行。3、本站为双线并联工位,由两台点胶机组成,可单独单线操作,也可同时两线操作。
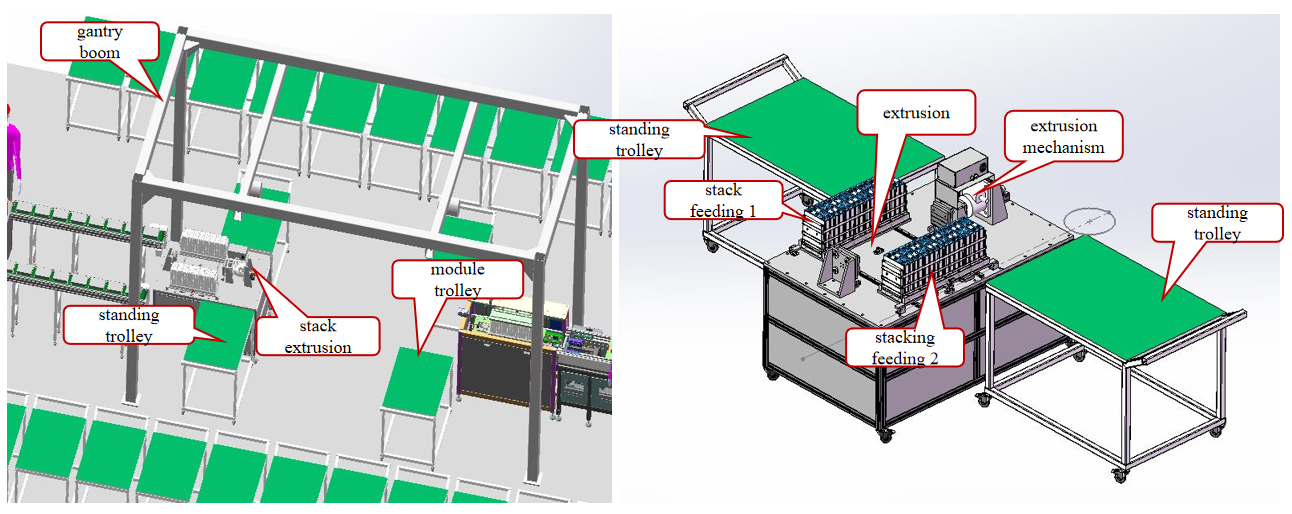
功能模块设计说明-堆叠挤出站
功能说明:
1、本设备主要实现电芯堆垛、挤压、捆扎、包装;2、工作流程:涂胶电池依次放入上料位后,手动推入挤压位,启动挤压机构按钮,使电池挤压到设定压力,放入捆扎钢带,然后挤压 压紧机构缩回,被挤压的模块手动缩回装载位置。悬臂吊和静止底板被吊入静止小车内,推至静止区静止不动。3、工位分为左右工位,可实现1工位挤压、2工位装料等可互换双工位作业。
功能模块设计说明-模块扫码/清洗站
功能说明:
1、本设备主要实现模块上线后的模块扫码绑定和极光清理;2、工作流程:将成品模块从门式起重机吊装到模块的装载位置。模块与托盘流入扫码绑定位置。抬起定位后,手动握住扫描枪对电池二维码和端板二维码依次扫描。进入完成后,流入清杆位。对位置进行目测检查后,进行磁极清洗。清洗完成后,流入下一站。
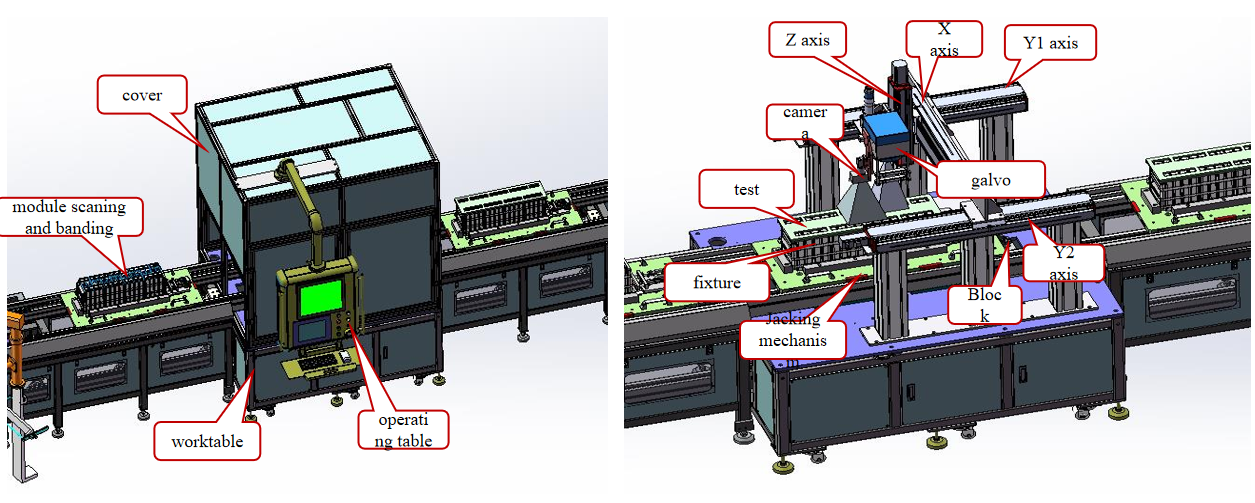
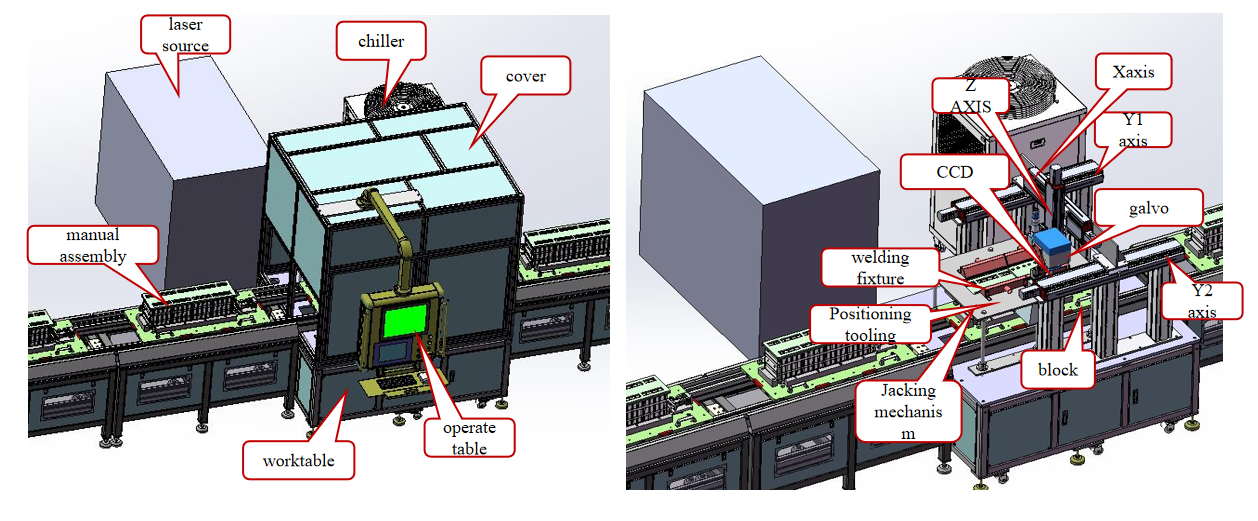
功能模块设计说明——模块焊接工位
功能说明:
1、本设备主要实现模组极点焊接;2、工作流程:模块放好转接片后,流入工位。顶升定位后,进行目视拍照,并将测距记录数据发送到控制系统进行焊接位置补偿。数据完成后自动开始焊接,焊接完成。定位打开,模块随托盘流入下一个工位。
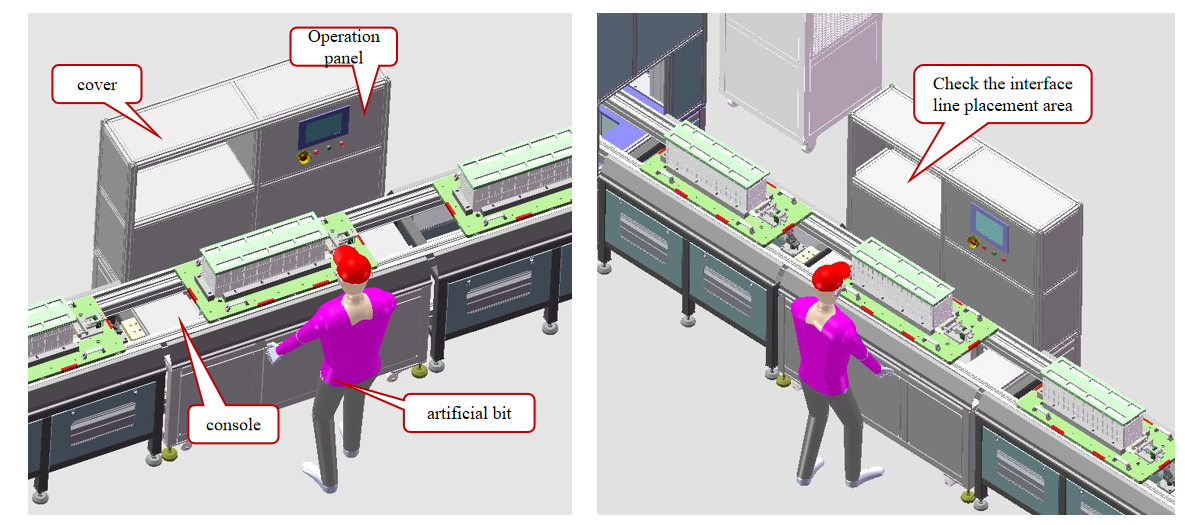
功能模块设计说明—EOL检测站
功能说明:
1、本设备主要实现模块焊接后的模块性能测试,为人工辅助站;2、工作流程:模块焊接后流入工位。顶升机构定位后,操作人员将测试插头与模块接口连接,然后激活检测按钮。测试完成后,操作员取下连接器,进入下一个工作。少量
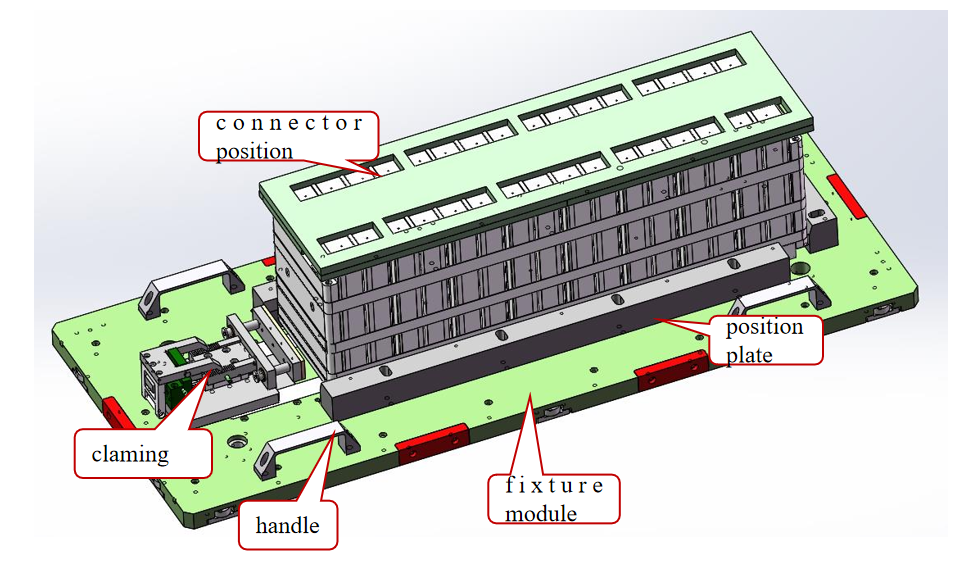
功能模块设计说明-托盘介绍
功能说明:
1、该组件位于焊接流水线上的循环托盘上,将电芯模组装载在倍速链条上循环;2、工作流程:将电芯放入托盘后,锁紧机构锁紧电芯。
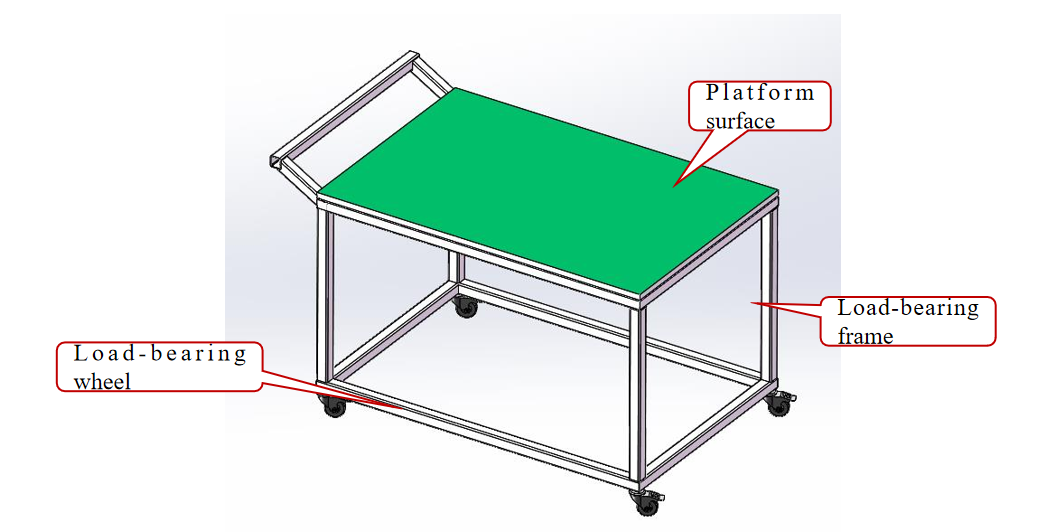
功能模块设计说明-台车介绍
功能说明:
这部分是操作工装,主要是将挤压模块转移到静止状态,模块进行在线和离线焊接进行转移。
规格
|
|||||||||||||||||||||||||||||
 扫一扫,关注我们最新消息
扫一扫,关注我们最新消息 工作时间:周一至周五 9:00-18:00
联系人:Victor Kang
手机:13967899129
邮件:sales@trichains.com
地址:浙江省宁波东钱湖旅游度假区工业区(兴建路77号)